ในปัจจุบันคุณลักษณะสำคัญของเครื่องจักรขึ้นรูปแบบมีงานเจาะรูลึกก็คือควรเป็นเครื่องจักรเพื่อการใช้งานแบบอเนกประสงค์ด้วย เช่นเดียวกับเทคนิคการขึ้นรูปเป็นรูปทรงพื้นฐานอื่นๆที่ใช้ทั้งเทคนิคขึ้นรูปโดยงานกัด งานกลึง และงานกัดเกียร์บนเครื่องจักรเพียงชิ้นเดียว ในปัจจุบันอุตสาหกรรมต้องการเครื่องจักรขึ้นรูปที่มีงานเจาะรูลึกโดยใช้เทคนิคลักษณะเดียวกัน
เหตุผลของความต้องการนี้มาจากในอุตสาหกรรมก๊าซและนํ้ามัน และอุตสาหกรรมการบิน ซึ่งเป็นอุตสาหกรรมที่ส่วนประกอบหลายชิ้นขึ้นรูปแบบที่มีงานเจาะรูลึก เช่น บล็อกวาล์วและชิ้นส่วนเกียร์สำหรับลงจอดโดยปกติแล้วการผลิตชิ้นส่วนเหล่านี้ต้องใช้เครื่องมือเฉพาะทาง แต่ความต้องการใหม่นี้จะหมายถึงการขึ้นรูปวัสดุโดยใช้เครื่องมือ ”อเนกประสงค์” เพียงชิ้นเดียวซึ่งจะเป็นประโยชน์อย่างมากกับผู้ใช้ขั้นปลาย
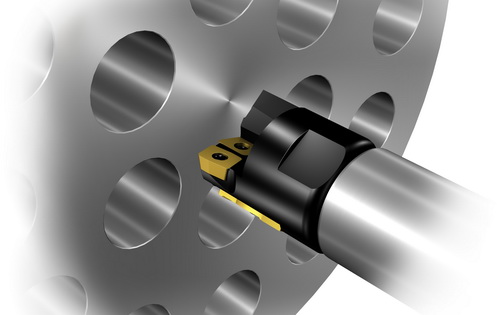
งานเจาะรูลึกกับแซนด์วิคโคโรม้อนท์
งานเจาะรูลึกคือวิธีการทำรูที่มีความลึกมากกว่า 150 เท่าของขนาดเส้นผ่านศูนย์กลางของรูเจาะ ซึ่งสามารถทำได้ในการติดตั้งเครื่องจักรที่แตกต่างกัน โดยทั่วไปจะใช้วิธีการหมุนชิ้นงานและป้อนงานในแนวเส้นตรง หรือ หมุนเครื่องมือตัดก็เป็นอีกทางเลือกหนึ่ง ตลอดจนการหมุนร่วมกันของทั้งชิ้นงาน และเครื่องมือตัด
ไม่ว่าจะใช้วิธีใดก็ตามหลักการพื้นฐานของงานเจาะรูยังคงใช้ได้และการเลือกความเร็วในการตัดและอัตราการป้อนงานที่ถูกต้องยังคงเป็นสิ่งต้องคำนึงถึงเป็นอย่างมาก การหักเศษที่ดีและการคายเศษจากขอบคมตัดโดยไม่ทำให้ชิ้นงานหรือเครื่องมือเสียหายก็เป็นสิ่งสำคัญ ซึ่งหนึ่งในปัจจัยความสำเร็จที่สำคัญที่สุดคือระบบการระบายความร้อนที่มีประสิทธิภาพ
งานเจาะรูลึกจะดำเนินการโดยใช้ระบบการตัดเฉือนที่แตกต่างกันสามระบบ ได้แก่ ระบบท่อเดี่ยว (STS) ระบบหัวฉีด (Ejector System) หรือการใช้ Gun Drills

ระบบท่อเดี่ยว (STS) เหมาะสำหรับ
- ในวัสดุที่มีคุณสมบัติการฟอร์มเศษไม่ดี เช่น เหล็กกล้าไร้สนิมและเหล็กกล้าคาร์บอนตํ่า
- ในวัสดุที่เมื่อมีการหักเศษจะทำเกิดรอยบนผิวชิ้นงาน
- เป็นประโยชน์สำหรับการผลิต ที่เป็น Lot และ การผลิตที่ต่อเนื่อง
- เมื่อต้องการเจาะรูขนาดใหญ่
- เมื่อต้องใช้เครื่องเจาะหลุมลึกโดยเฉพาะ
ระบบหัวฉีด (Ejector system) เหมาะสำหรับ
- ไม่มีการซีลระหว่างชิ้นงานกับปลอกนำเจาะ
- สามารถปรับให้เข้ากับเครื่องจักรที่มีอยู่ซึ่งเหมาะกับเครื่องกลึงธรรมดา,เครื่อง turning centres เครื่อง machining centres และเครื่องคว้านแนวนอน
- สำหรับชิ้นงานกลึงที่อาจเกิดปัญหาการซีลที่ปากของรูเจาะ
- ข้อดี คือสามารถใช้ในการเจาะนำแทนการใช้ปลอกนำเจาะ ในการเจาะนำร่อง ตัวอย่างเช่นการเจาะบนเครื่อง (machining centre)
Gun drill
- สำหรับงานเจาะรูขนาดเล็ก
- ใช้งานได้ง่ายบนเครื่อง Machining center โดยการเจาะนำ
- ต้องใช้ร่วมกับนํ้าหล่อเย็นแรงดันสูง
Guhring – Single Fluted Gun Drills สำหรับงานเจาะรูลึก
ในอุตสาหกรรมการขึ้นรูปที่มีงานเจาะรูที่ความลึก 10xD หรือลึกกว่านี้ให้ถือว่าเป็นงานเจาะรูลึก แต่ถึงแม้มีรูที่มีขนาดไม่ลึกมาก เราก็สามารถเจาะได้ด้วย Gun Drills ไม่ว่าจะเป็นขนาดที่ต้องสั่งทำ หรือทูลส์ที่มีขายในแคตตาล๊อก ข้อดีของ Gun Drills คือ ได้งานมีคุณภาพผิวที่ดี การเบี่ยงเบนจากจุดกึ่งกลางตํ่า และให้ความเที่ยงตรงสูงที่ Guhring เราออกแบบพัฒนา Single Fluted Gun Grills เพื่อให้เหมาะสมตามสภาพที่หลากหลาย ในงานเจาะรูแต่ละงาน Gun Drills ของ Guhring ให้คุณสมบัติเฉพาะที่โดดเด่น คือ เมื่อเจาะบนเครื่องจักร ทูลส์ยังคงให้ความมั่นคงเที่ยงตรงสูง ทูลส์สามารถเจาะได้หลากหลายรูปแบบ แต่ยังคงกำลังในงานเจาะรูและประสิทธิภาพไว้ได้เป็นอย่างดี Guhring ยังช่วยให้คุณสามารถเจาะเหล็กอัลลอยและเหล็กหล่อประเภทอื่นๆ ได้ด้วย Gun Drills โซลิดคาร์ไบต์ EB 100 ตัวนี้
การหล่อเย็นความดันสูง-กลายมาเป็นส่วนหนึ่งของกระบวนการมาตรฐาน
ในช่วงไม่กี่ปีที่ผ่านมาเครื่องมือเจาะทั้งหมดจำเป็นต้องมีการหล่อเย็นภายใน สารหล่อเย็น ทำหน้าที่ตามชื่อ (หล่อเย็น) โดยสารจะถูกส่งผ่านท่อไปยังจุดที่ต้องการหล่อเย็นเพื่อยืดอายุการใช้งานอุปกรณ์และลดการแตกร้าว เช่น ในสว่านเกลียวและแผ่นเหล็ก
ในปัจจุบันสามารถป้อนสารหล่อเย็นภายในความดันสูงเข้าในอุปกรณ์ทั่วไปในตลาดและดังนั้นจึงสามารถป้อนสารหล่อเย็นเข้าไปในเครื่องมือเจาะรูลึกเช่นกัน การใช้ปืนเจาะร่วมกันบนวัสดุที่ขึ้นรูป เครื่องกลึง หรือเครื่องจักรอื่นๆ จะทวีความสำคัญยิ่งขึ้น การหล่อเย็นจึงถูกใช้กันมากขึ้นในกระบวนการขึ้นรูป
EB 100 – Ratio length gun drills
Ratio Length Gun Drills รุ่น EB 100 เป็น Single Flute Tool ที่ออกแบบมาสำหรับงานเจาะรูที่มีความลึกเป็นพิเศษบน เครื่อง CNC Machining Center รุ่นเก่า โดยไม่มีความจำเป็น ต้องติดตั้งอุปกรณ์เสริมพิเศษสำหรับ Gun Drills บนเครื่องให้ยุ่งยาก ในงานเจาะรูลึกระดับ 75xD สามารถทำได้โดยใช้ Gun Drills ชนิด EB 100 จาก Guhring เพราะเป็นดอกสว่านที่ให้ความแม่นยำในงานเจาะรูลึก อันเนื่องมากจากโครงสร้างดอกสว่านที่ประกอบด้วยโซลิดคาร์ไบต์ความละเอียดสูง ที่เป็นชิ้นเดียวกันทั้งหมดตั้งแต่ส่วนโคนไปจนถึงปลายคมตัด พร้อมทั้งการเคลือบผิวด้วยนาโนเอทีเอ็มช่วยป้องกันรอยขีดข่วน และยังช่วยเพิ่มอุณหภูมิที่คมตัดให้ถึงจุดที่สามารถทำงานเจาะได้อย่างมีประสิทธิภาพ หน้าคมตัดถูกออกแบบมาให้ใช้งานได้หลากหลายในทุกๆ วัสดุชิ้นงานโครงสร้างแบบโซลิดคาร์ไบต์บนทูลส์จะทำให้งานเจาะได้รูที่มีขนาดเที่ยงตรง และมีศูนย์ที่แม่นยำ Gun Drills ชนิด EB 100 ไม่จำเป็นต้องใช้โปรแกรม เจาะแล้วถอยแล้วเจาะซํ้า (Peck Operation) เป็นดอกสว่านที่เหมาะมากในการเจาะรูที่มีขนาดลึกเกินกว่าที่ Drill แบบ RT 100 T จะเจาะถึง รวมถึงการใช้งาน EB 100 คุณจำเป็นต้องเจาะรูนำก่อน

Article by : Sandvik Thailand Limited & MEGA Tech