เหล็กหล่อและโลหะอัดผงขึ้นรูปเป็นตัวเลือกที่ดีสำหรับชิ้นส่วนยานยนต์เนื่องจากความคุ้มทุน ทนต่ออุณหภูมิ แรงดัน และการสึกหรอ เหล็กหล่อและโลหะอัดผงขึ้นรูปยังใช้ในอุตสาหกรรมอื่นเช่น การก่อสร้างและเครื่องจักร อย่างไรก็ตาม การตัดเฉือนเหล็กหล่อและโลหะอัดผงขึ้นรูปเป็นความท้าทาย MEGA Tech สำรวจโซลูชันการตัดเฉือนจาก Sumitomo Electric Hardmetal ซึ่งออกแบบมาเพื่อขจัดปัญหาและอุปสรรค รวมทั้งเพิ่มประสิทธิภาพของการตัดเฉือนเหล็กหล่อและโลหะผงอัดขึ้นรูป และอธิบายว่าทำไมเครื่องมือเกรด CBN ใหม่จึงสร้างความแตกต่างจากเครื่องมือเกรดเดียวกันในตลาด
เหล็กหล่อสำหรับอุตสาหกรรมหลัก
การใช้เหล็กหล่อในงานวิศวกรรมพบได้ทั่วไป โดยเฉพาะในอุตสาหกรรมยานยนต์ ชิ้นส่วนรถยนต์ที่สำคัญ เช่น เสื้อสูบเครื่องยนต์ (Engine Block) ,กระบอกสูบ (Cylinder) ,ก้ามปูเบรก (Caliper Brake) เพลาข้อเหวี่ยง ล้วนผลิตจากเหล็กหล่อ โดยเฉพาะเหล็กหล่อเทาที่มีค่าความทนต่อแรงดึง 20,000 ถึง 25,000 psi ในอุตสาหกรรมก่อสร้าง เหล็กหล่อใช้สำหรับทำเสา คาน และส่วนประกอบรองรับน้ำหนักมาก ๆ สำหรับอุตสาหกรรมเครื่องจักร เหล็กหล่อใช้ทำชิ้นส่วนที่ต้องรับแรงและสึกหรอสูง เช่น ฐานเครื่องจักร (Machine Base)
ทำไมเหล็กหล่อและโลหะผงขัดขึ้นรูปจึงตัดเฉือนยาก
เหล็กหล่อเป็นโลหะผสมเหล็ก-คาร์บอนซึ่งมีคาร์บอนประมาณ 2 ถึง 4% และซิลิกอนประมาณ 1 ถึง 3% เหล็กหล่อมีคุณสมบัติทางกลที่ดี ได้แก่ ความแข็ง ความเหนียว ต้านการเปลี่ยนรูป ความยืดหยุ่น ความอ่อนตัว ความแข็งแรงต่อการดึง และความแข็งแรงต่อความล้า เมื่อนำธาตุโลหะผสม เช่น แมงกานีสและโครเมียมมาผสม เหล็กหล่อจะมีคุณสมบัติต้านทานการสึกหรอ การเสียดสี และการเกิดออกซิเดชันเพิ่มขึ้นอย่างมาก เหล็กหล่อมีหลายประเภทได้แก่ เหล็กหล่อเทา เหล็กหล่อขาว เหล็กหล่อเหนียว และเหล็กหล่ออบเหนียว
ปัญหาและความท้าทายในการตัดเฉือนเหล็กหล่อมาจากเหตุผลหลายประการ ปัญหาหลักที่พบคือการสึกหรอของเครื่องมือมากเกินไป เนื่องจากการขัดสีโดยเศษเหล็กหล่อที่มีลักษณะเป็นเกล็ดกราไฟต์เหมือนสารกัดกร่อนขนาดเล็ก ซึ่งจะทำให้เครื่องมือสึกหรออย่างรวดเร็ว ปัญหาที่สองคือ การมีรูพรุนที่มาก (AIR VOID) และ ความเปราะของเหล็กหล่ออาจนำไปสู่ ตัดเฉือนที่ไม่สามารถคาดเดาได้ ซึ่งอาจส่งผลให้เครื่องมือเสียหายและผิวสำเร็จของชิ้นงานที่ไม่ได้คุณภาพ

ปัญหาที่สามคือการเกิดเศษละเอียดเป็นฝุ่นซึ่งอาจเป็นอันตรายต่อผู้ปฏิบัติงานและเครื่องจักร ฝุ่นที่เกิดจากการกลึงเหล็กหล่อจะเข้าไปสะสมในบอลสกรูของเครื่องจักร ฝุ่นทำให้จารบีสูญเสียคุณสมบัติในการหล่อลื่นจึงเป็นอันตรายต่อเครื่องจักร ดังนั้นในการกลึงเหล็กหล่อจึงต้องเพิ่มรอบการบำรุงรักษาและดูแลน้ำหล่อเย็นให้สะอาด รวมทั้งติดตั้งระบบดูดฝุ่นเพื่อลดปัญหาด้านสุขภาพของผู้ปฏิบัติงาน
เลือกเครื่องมือที่เหมาะสมเพื่อรับประกันความสำเร็จ
การตัดเฉือน เหล็กหล่อและโลหะผงอัดขึ้นรูป จำเป็นต้องมีความเข้าใจเกี่ยวกับคุณสมบัติของวัสดุชิ้นงาน และเทคนิคการตัดเฉือน ตัวอย่างเช่น ในกระบวนการกลึงปาดหน้า การปรับความเร็วการตัดและอัตราป้อนที่เหมาะสมเป็นสิ่งสำคัญ เพื่อหลีกเลี่ยงการสั่นสะท้านและความร้อนที่มากเกินไป ซึ่งจะทำให้เครื่องมือสึกหรอก่อนเวลาอันควร สำหรับการกัด ช่างเครื่องจะต้องเลือกหัวกัดที่มีมุมตัดที่เหมาะสมที่สุดเพื่อลดแรงตัดและปรับปรุงผิวสำเร็จ สำหรับการลดความหยาบของพื้นผิวการควบคุมอัตราเร็ว การตัดและอัตราป้อน และใช้เม็ดมีดที่มีรัศมีมุมมีดที่เหมาะสม
ดังนั้น จากที่กล่าวมาทั้งหมด จะเห็นว่ากุญแจสู่ความสำเร็จอยู่ที่การเลือกเครื่องมือที่เหมาะสม
เครื่องมือเกรด CBN ใหม่สำหรับการตัดเฉือนเหล็กหล่อ
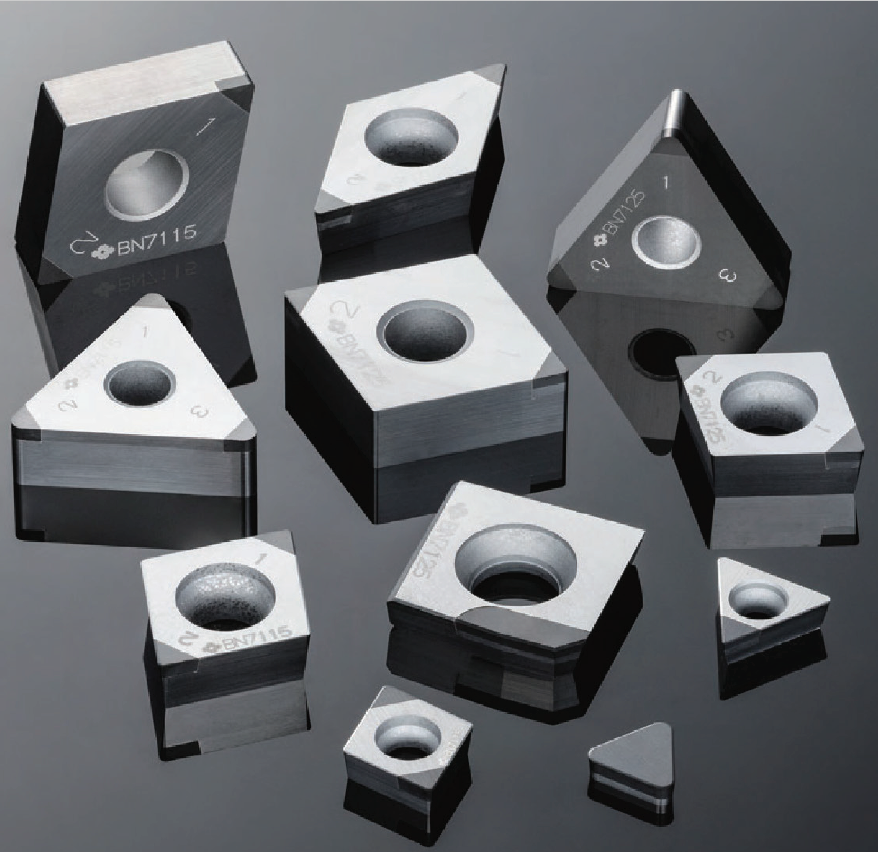
Sumitomo ได้พัฒนาเครื่องมือตัดเกรด CBN “SUMIBORONTM BN7125” สำหรับการตัดเฉือนเหล็กหล่อและโลหะผงอัดขึ้นรูปที่มีประสิทธิภาพสูง และขยายขอบเขตการใช้งานต่อยอดจาก BN7115 ที่มีอยู่ในปัจจุบัน SUMIBORONTM เป็นวัสดุที่ประกอบด้วย CBN (คิวบิกโบรอนไนไตรด์) ซึ่งมีความแข็งรองลงมาจากเพชรเท่านั้น เนื่องจากสารยึดเกาะพิเศษและความแข็งแรงในการยึดเกาะระหว่างอนุภาคของ CBN และสารยึดเกาะที่ดีขึ้นด้วยกระบวนการเผาที่เป็นลิขสิทธิ์เฉพาะของ Sumitomo
เครื่องมือตัดนี้เป็นเกรดเอนกประสงค์ที่มีคุณสมบัติสมดุลระหว่างความต้านทานการสึกหรอและการแตกบิ่นที่ยอดเยี่ยม พร้อมทั้งให้ประสิทธิภาพที่เสถียรในการตัดเฉือนด้วยความเร็วสูงและประสิทธิภาพสูงสำหรับวัสดุเหล็กหล่อและโลหะผงอัดขึ้นรูปที่ใช้กับชิ้นส่วนยานยนต์ และยังรองรับการตัดเฉือนโลหะผสมพิเศษ เช่น เหล็กกล้าความเร็วสูง และ โลหะผสมที่ทนความร้อน

เพิ่มประสิทธิภาพการตัดเฉือน
สำหรับงานกัดเหล็กหล่อ เครื่องมือเกรด BN7125 ได้แสดงให้เห็นถึงประสิทธิภาพที่ดีขึ้นมากในระหว่างการทดสอบ ด้วยวัสดุงาน FC250 (Pearlite) คัตเตอร์: FMU4080R, เม็ดมีด: SNEW1203ADTR และเงื่อนไขการตัด vc = 1,500m/min, fz = 0.13mm/t และ ap = 0.3 mm ด้วยการตัดเฉือนแบบเปียก พบว่า ที่อัตราการคายเศษโลหะมากกว่า 5,000 cm³ ไม่พบการแตกร้าวของเม็ดมีดและยังสามารถตัดเฉือนงานต่อไปได้ ในขณะที่เม็ดมีดตัดเกรด CBN ทั่ว ๆ ไปได้รับความเสียหายและไม่สามารถใช้งานได้อีก และยังพบความคล้ายคลึงกันในการตัดแบบแบบกระแทก ซึ่ง BN7125 ยังคงทำงานได้ต่อไป ในขณะที่เกรด CBN ของคู่แข่งพบการแตกร้าวและไม่สามารถทำงานต่อไปได้
BN7125 สำหรับงานกลึงมีให้เลือกใช้สี่ประเภทการขัดคมของคมตัด ได้แก่ แบบมาตรฐาน, LF สำหรับการควบคุมการครีบเกิดและขอบชิ้นงานแตก (Burr & edge broken), LE สำหรับเน้นความละเอียดของพื้นผิว และ HS สำหรับการควบคุมการแตกบิ่น
ตัวอย่างการใช้งาน
เม็ดมีด BN7125 ถูกนำมาใช้ในการกัดบล็อกกระบอกสูบเหล็กหล่อเทา ผลลัพธ์ที่ได้คือสามารถป้องกันการเกิดรอยร้าวของเครื่องมือได้ดีเยี่ยม โดยทนทานต่อความเสียหายจากความร้อนได้เกือบสองเท่าเมื่อเทียบกับเครื่องมือทั่ว ๆ ไป นอกจากนี้เม็ดมีด BN7125 ยังทนทานต่อการแตกหักได้ดีเยี่ยมเมื่อเทียบกับเกรด CBN ของคู่แข่ง ทำให้เครื่องมือมีอายุการใช้งานยาวนานขึ้นสองเท่าของคู่แข่ง
การทดสอบยังได้ผลลัพธ์ที่คล้ายกันเกิดขึ้นเมื่อใช้ BN7125 ในการกลึงชิ้นงานที่ทำจากโลหะผงอัดขึ้นรูป (F-08C2) เช่น แหวนวาล์วแบบนั่งบ่า ซึ่งพบว่าเครื่องมือทนต่อการแตกหักได้ดีและมีอายุการใช้งานยาวนานขึ้น 1.5 ถึง 2 เท่าเมื่อเทียบกับเครื่องมือของคู่แข่ง


Article by: MEGATech & Sumipol Corporation Limited << Click here