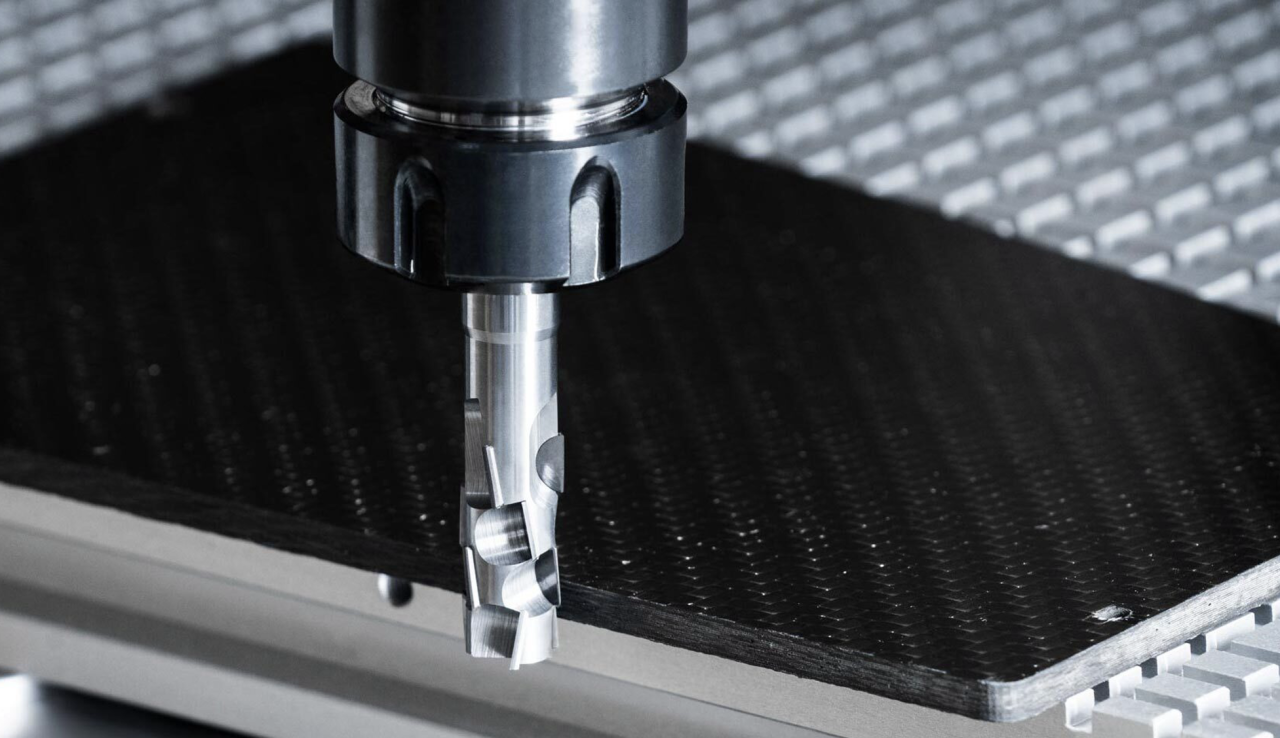
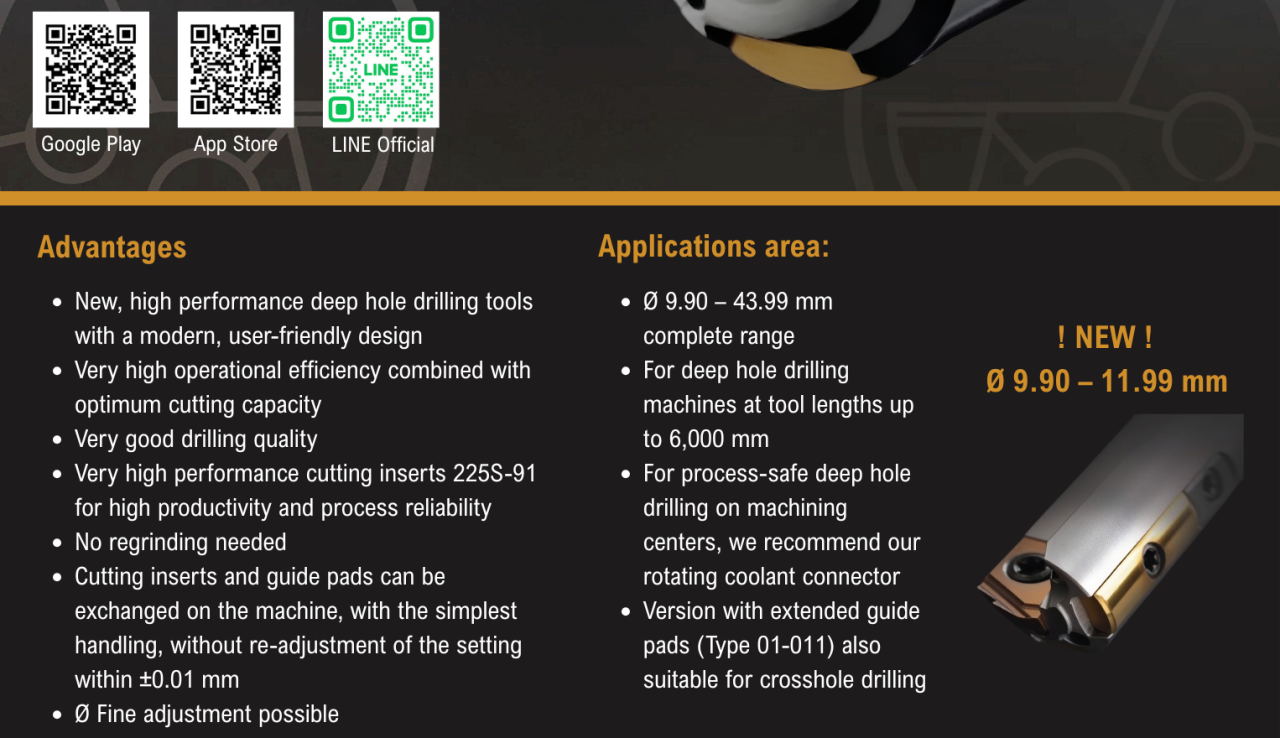
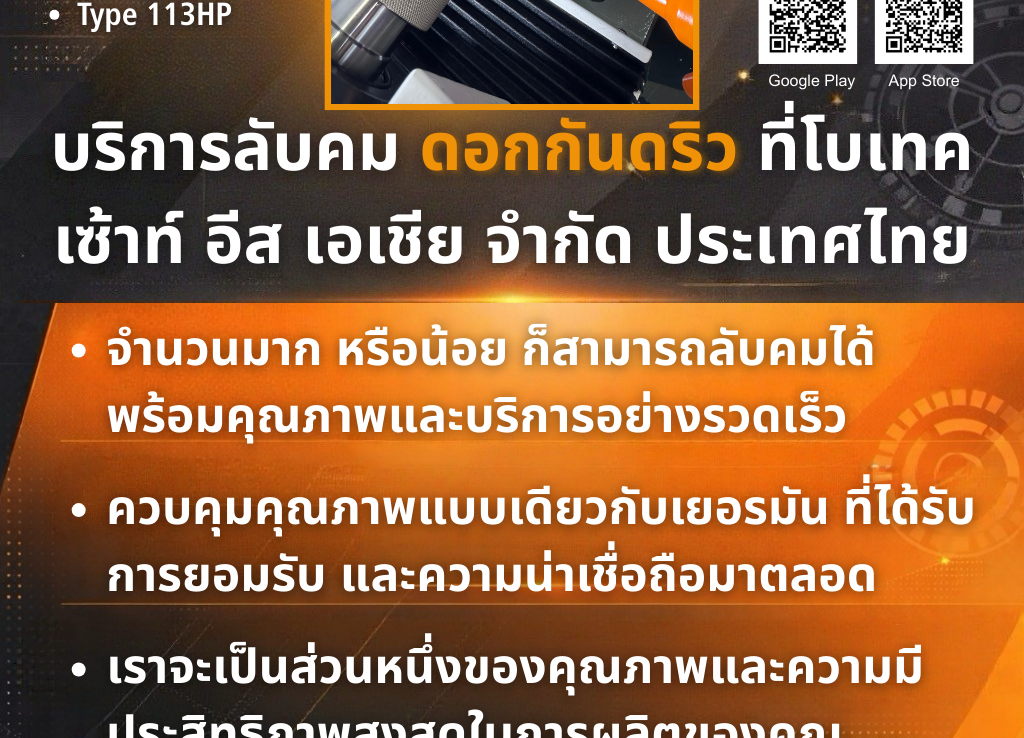
Share with再研磨サービス(Regrinding Service)は、精度・効率・コスト管理がますます求められる現代の製造業において、重要な戦略の一つとなっています。 ガンドリルや各種切削工具のプロフェッショナルな再研磨は、工具寿命(Tool Life)を延ばし、加工精度を維持するとともに、新規工具の購入と比較して大幅なコスト削減を実現します。さらに、再研磨サービスの活用により、機械のダウンタイムやリードタイムの短縮が可能となり、生産ラインにおけるリーン生産(Lean Manufacturing)の推進にも貢献します。 競争が激化する現在の製造環境においては、生産プロセスの効率性と信頼性が極めて重要です。その中で、再研磨サービスは工場の工具管理戦略において欠かせない役割を担っています。 工場における工具の活用価値を最大化するため、MEGATechは、タイのBotek Southeast Asia Co., Ltd.による高精度ガンドリル再研磨サービスをご提供いたします。本サービスは、工具の切削性能を新品同様に回復させるとともに、現代の製造業が求める高度なニーズにも対応します。 ガンドリル再研磨サービスで工具寿命を延長 Botekのガンドリル再研磨(Regrinding)プロセスは、工具の状態と性能を可能な限り元の状態に近づけて回復させるよう設計されています。これにより、工場は工具の性能を最大限に引き出しながら再利用でき、加工精度と生産プロセスの安定性を維持することが可能です。 プロフェッショナルな再研磨サービスの活用は、工具寿命の延長にとどまらず、新規工具の購入と比較して大幅なコスト削減を実現します。さらに、高精度な再研磨により機械のダウンタイムを削減し、生産効率を向上させることで、工場全体のコスト管理と工具運用の最適化に貢献します。 迅速なガンドリル再研磨で生産の継続性を確保 Botek Southeast Asia Co., Ltd.(タイ)によるガンドリル再研磨サービスの大きな特長の一つは、その迅速な対応力にあります。これにより、工場は生産ラインの継続性を効率的に維持することが可能です。 コーティング不要の工具(Uncoated Tools)の場合、再研磨から返却までを最短24時間で対応可能。機械のダウンタイムを最小限に抑え、生産計画への影響を軽減します。 一方、再研磨(Regrinding)とコーティング(Coating)の両方が必要な場合でも、リードタイムは約4営業日。効率的な工具管理と生産スケジュールの最適化を実現します。 Botek Southeast Asia Co., Ltd.(タイ)の迅速かつ高品質な再研磨サービスにより、お客様はスピーディーな納品と確かな品質保証の両方を実現。生産効率の向上と長期的なコスト削減に貢献します。 多様な工具に対応するBotekのガンドリル再研磨サービス Botekのガンドリル再研磨サービス(Regrinding Service)は、高精度な各種切削工具に幅広く対応しています。これにより、工場は工具寿命を延ばしながら、切削性能を維持し、新規工具の購入コストを削減することが可能です。 再研磨対応工具一覧 Single Fluted Gundrills ろう付け超硬ヘッド付きシングルフルートガンドリル(Brazed Carbide Head)Type 110 最大全長(OAL)6,000 mmまで対応 ソリッド超硬ガンドリル(Solid Carbide Gundrill)Type 113 高性能ソリッド超硬ガンドリル(Solid Carbide High Performance Gundrill)Type 113-HP ガンドリルおよび深穴加工(Deep Hole Drilling)用切削工具の再研磨における豊富な専門知識を活かし、Botekの再研磨サービスは工具の性能を新品に近い状態まで回復させます。これにより、高精度が求められる製造プロセスにも確実に対応します。 […]