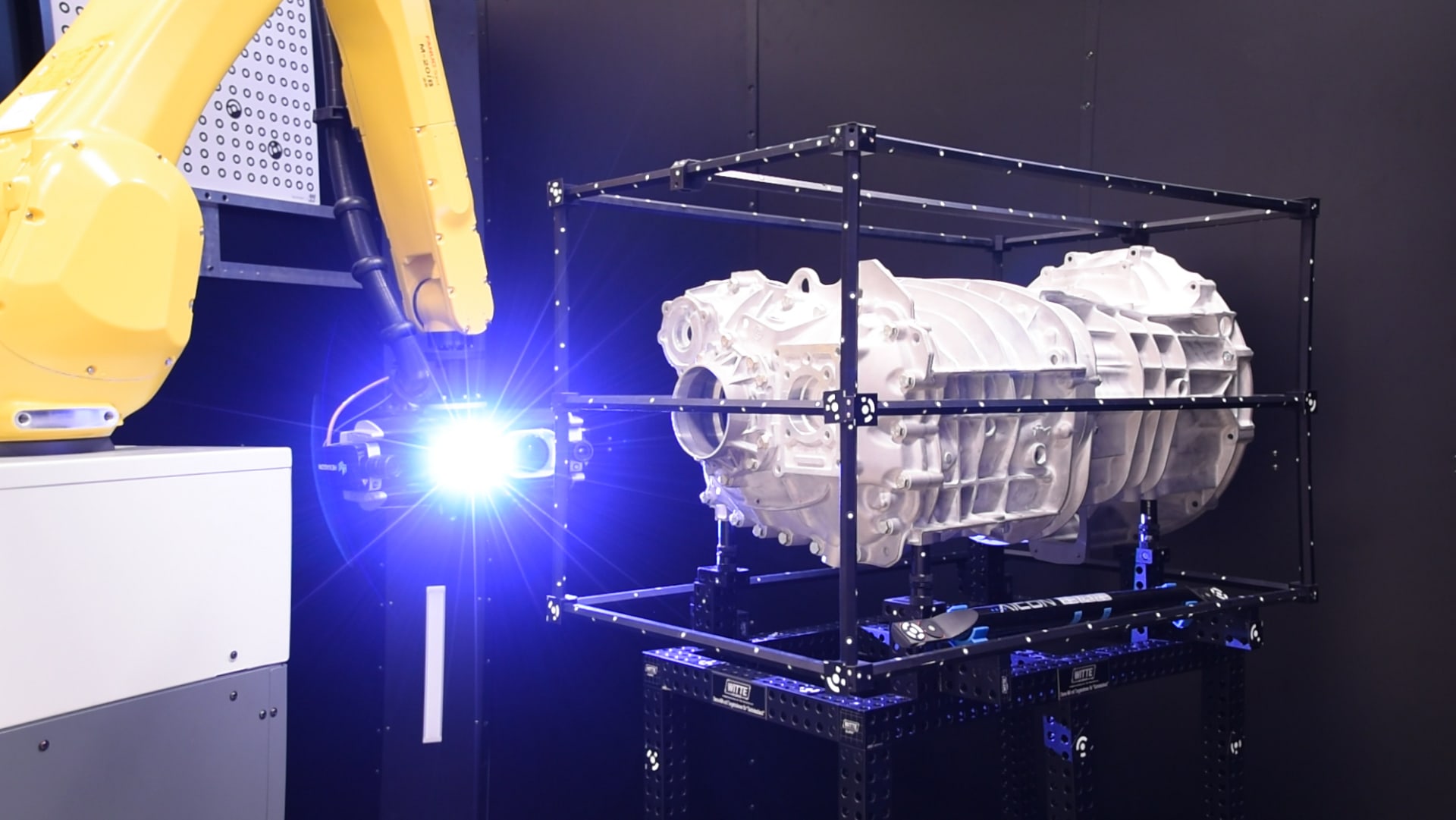
Share withArticle by: Jim Cassady, Integrated Marketing Director – 3D Metrology, FARO Technologies, Inc. & MEGA Tech Magazine 製品の観点から言えば、(複合材料で構成された)現代の測定アームは、既存製品の重量と比べたらその重さは微々たるものである。 その重さは当然その長さによって異なるものであが、1.5〜4メートルの範囲では18ポンドと言う軽いものから、20ポンド以上の「ズッシリ感」のものまで存在する。 また、7軸および8軸の回転スキャンにより、これまで以上に機動性が向上する。この進化により精度を維持しながらスキャン時間を最大40%削減する事ができる。 「即」行動 レーザービームのスキャン幅の増加によりスキャン速度も速くなった。これは、しばしばスキャンストライプと呼ばれる解像度を失うことなく、より短い時間でより大きな領域をスキャンする事が出来る。 使用されるレーザーのタイプでさえここ数十年間の間に進歩し、今日では赤、緑、青などのレーザーオプションまで備わっている。 これらの3色のうち、青色レーザーの波長が最も短い。その結果、細部を捕らえることが可能であり一秒あたり百万ポイントを超えるポイント取得率で暗い表面や光沢のある表面をスキャンする機能の大幅改善である。このようなものの開発以前は、機械工や金属工はスキャンするために上記の部品を塗装することを余儀なくされていたし、場合によっては測定のニーズに合わせてキャリパーやマイクロメーターなどの従来の手動工具に頼っていた。 緑のレーザーも赤のレーザーより優れており、スペックルの発生が少ない為より詳細な表示が可能である。 これらは視覚的に鮮明なカラー表示には理想的で、高解像度のカラーポイントクラウドデータをとらえる事が可能出で分析のためのフルスペクトルカラースキャン機能がある。 ソフトウェアの観点からは、最新の関節式測定アームの父であるホーマーイートンがベクター1の特許を申請して以来、どれほどの変化があったか述べる事はそれらの変化が余りにも多すぎてそれら全てを述べる事は殆ど不可能に近い。 巨大なコンピュータやテレタイプのようなマシンは最早なくなってしまった。今日のソフトウェアは、標準型のデスクトップおよびラップトップコンピュータ用に設計されており、その場で使えるオンプレミス製品またはクラウドベースのソリューションとして利用できるようになった。グラフィカルユーザーインターフェイスと直感的なコマンドを使用して、経験や技術的ノウハウに依存しない(持たない)ほぼすべてのオペレーターがこれらのプログラムを簡単に習得できる。 データがソフトウェアにインポートされれば計測グレードの3Dスキャン画像が生成されそのデータに関連する情報、生データ、グラフ、およびビジュアルレポートの形式で組織全体でリアルタイムで共有できるのである。 このようなソフトウェアの利点は明らかであろうと思うが、プロセスの変動に対する比類のない洞察機能、時間のかかる「リワーク」やコストのかかるスクラップを回避するのに役立つアラート機能、企業が製造効率を向上させる機会の創出等々である。 真の「成功への一手」 1970年代半ばの関節式測定アーム時代から大きな一歩を進んで来たように、テクノロジーもそれらを必要とする製品とともに進歩し続けるであろう。 より軽量なアームが開発出現するであろう。 スキャン時間も減少し続けて行くであろう。 そして、ソフトウェア開発者は拡張現実と人工知能機械のフロンティアを更に前進させ続けて行くであろう。 未来派のアーサーC.クラークは彼の1962年の著書「未来のプロフィール:可能性の限界への探求」で、今日有名になった以下の様な考え方(物の見方)を述べている:「十分に高度な技術は魔法と区別がつかない。」と。 関節式測定アームで言わせてもらえば、現時点においては未だその「魔法の瞬間」がいつ到着するかを見るのが待ち遠しい限りである。