精密な曲げ加工の進化
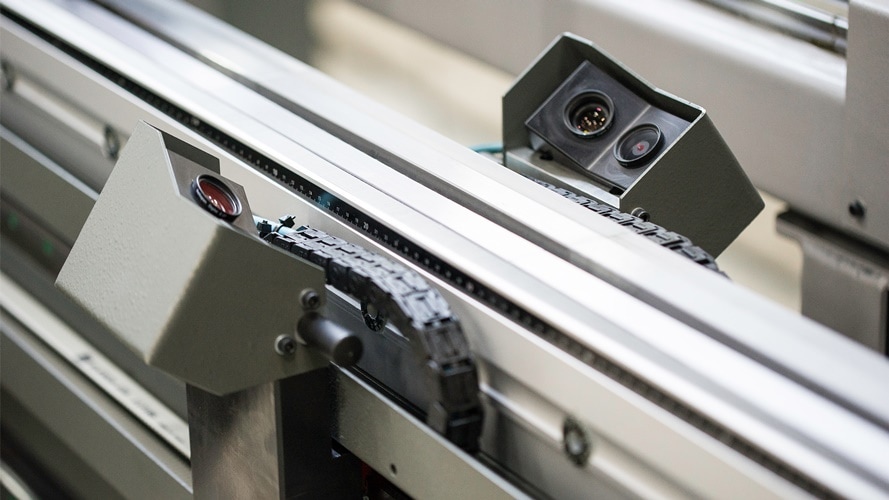
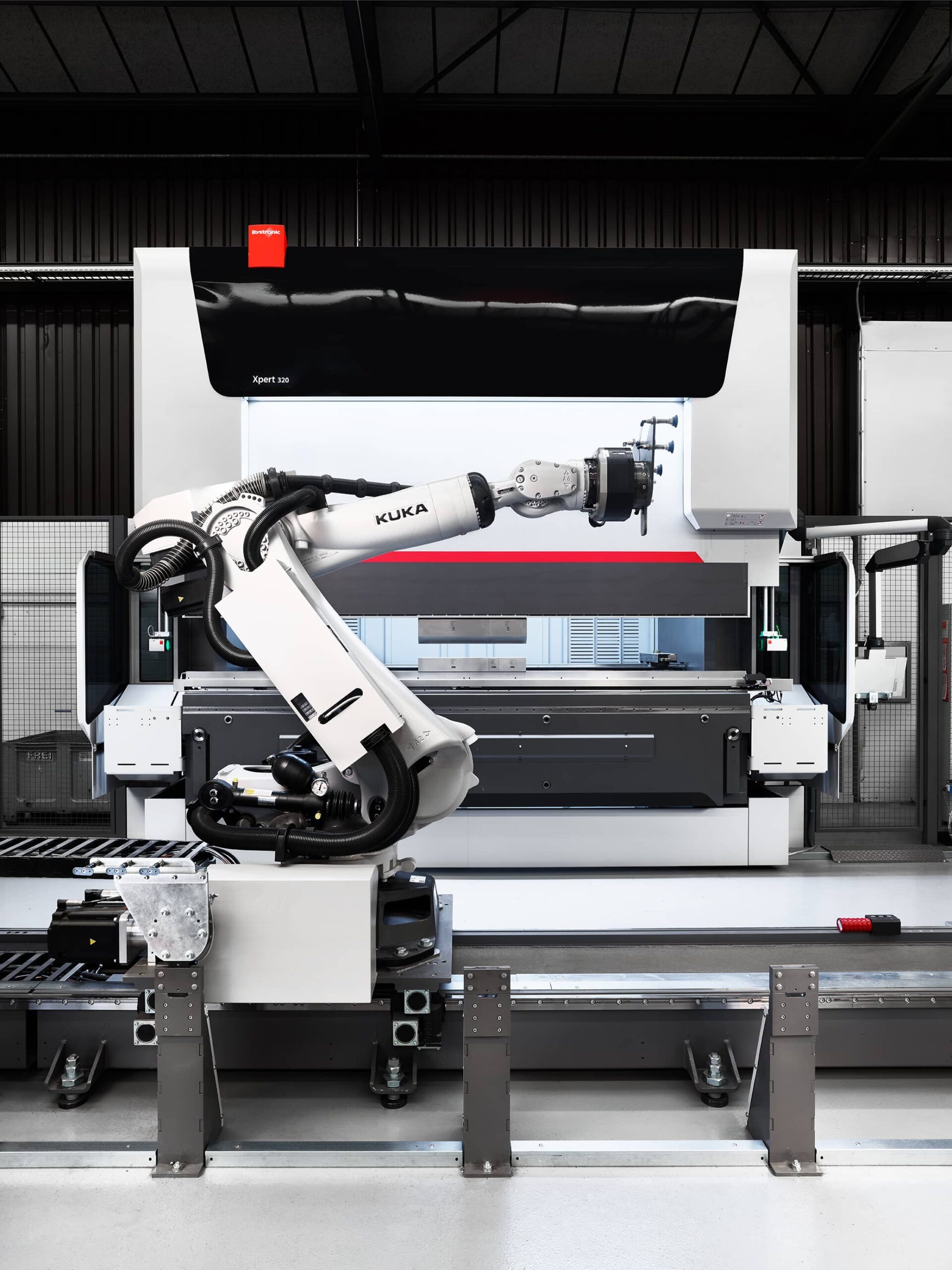
Share with以下の状況をご存知でしょうか?オペレーターが機械式プレスブレーキを使用しています。機械式プレスブレーキは、完全サイクルを完了しなければならないラムと調整できないストロークサイクル速度を備えていますが、加工を始める前に、適切な曲げ補正量とkファクターを計算しなければいけません。 もしご存じであるとすれば、かなり長い間プレスブレーキを使用されているか、かつて製造工場でどのように曲げが行われてきたか知識がある方だと思います。曲げの技術が今日そのようにはほとんど行われていないこともご存知のことと思います。 現代のプレスブレーキははるかに安全で、以前のように人の手を必要としません。今日の急速な製造環境の変化に対応するために設計された洗練された機械です。過去の古い鉄の塊と現代の設備を分けるさまざまな要素を見てみましょう。 Bystronic – 高速曲げ加工技術 迅速で効率的な曲げ加工を可能にするために、BystronicはXciteプレスブレーキを開発しました。高品質の曲げ部品を作成するための迅速かつ経済的な方法となります。 Xcite 80 Eは、Bystronicの電動式プレスブレーキです。これにより、高品質の曲げ部品を迅速かつ経済的に作成可能です。油圧プレスブレーキより約2.5倍の速度で曲げることができます。 Fast Bend+安全システムを使用すると、作業者が危険にさらされることなく、工具を金属シートの非常に近くに配置することができます。その後、機械は曲げ速度に切り替わります。 HACO –精密なプレスブレーキ HacoのPressMasterシリーズ油圧CNCプレスブレーキには、生産性を損なうことなく、短いセットアップ時間、高い部品精度および安全な操作の実現するための、高レベルの機械、制御、ソフトウェア、安全および工具技術が完全に統合されています。 最先端のマルチタッチFastBEND-2D MTプレミアムコントロールでは、曲げシーケンスとNCプログラムの瞬時計算に加えて、部品の設計中に自動工具検索が行えます。 機械にはオプションで、曲げ加工中に正しい工具位置との作動中の工具を示す「スマートツールロケーター」システムを装備することができます。 Lazersafeのオプティカル・セーフティ・ガード・システムIRISにより、上部工具の全周囲がコントロールされ、また防護エリア内で安全上の危険を検出すると速やかにビームの高速下降運動が停止されるため、安全に作業が行えます。 新しいスタンダードツーリングシステムでは、最高の精度と耐久性を実現しています。特有のセルフシーティングおよびセルフアライメント特性を備えた垂直ローディングにより、セットアップ時間が短縮されます。 上記技術が共存することにより、短いセットアップ時間と+/- 0.1mmの寸法精度と+/- 20 ‘の角度精度を備えた高精度部品が作成できる前例のないフレキシブルなプレスブレーキ操作が可能となりました。 さらに、Xciteは非常に正確です。 Bystronicの独自のForce Dynamic Driveにより、+/- 25分のトップクラスの許容差内、±0. 0025ミリメートルという驚異の再現性での曲げが可能となりました。フォースダイナミックドライブには、下側ビームの特別な取付けと上側ビームの固有の駆動システムとの相互作用が利用されています。