Modification of Precision Workholding
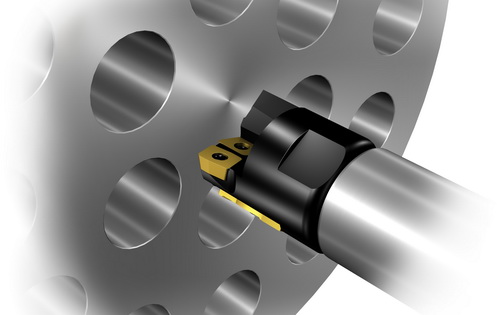
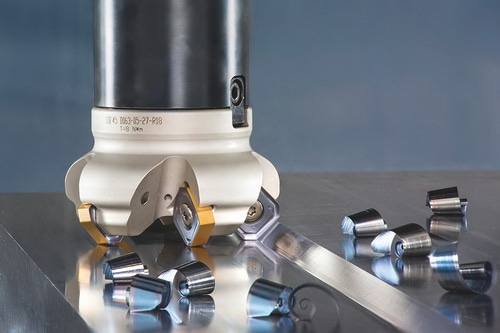
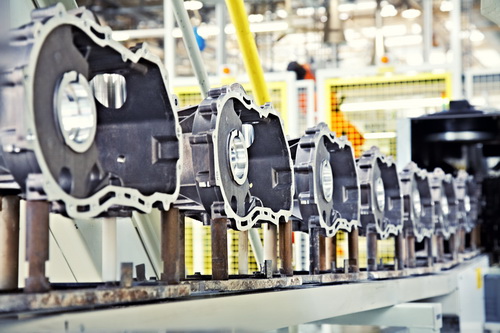
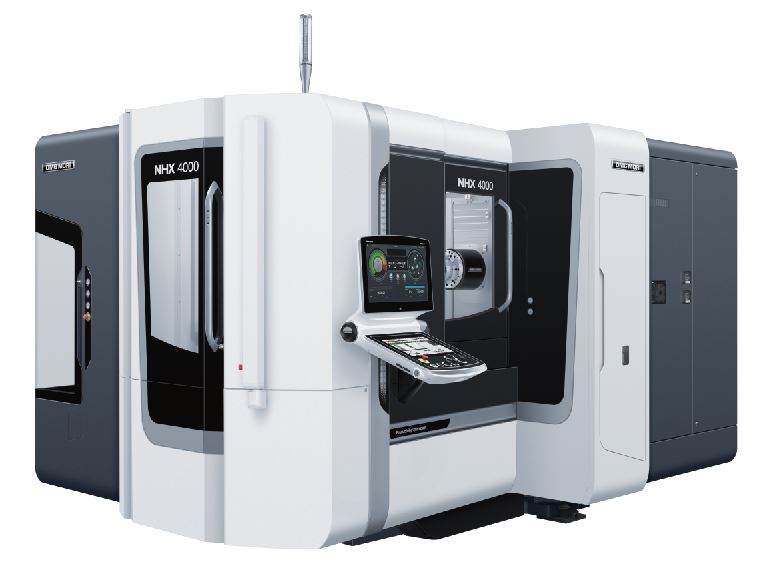
あらゆる製造業の産業分野では、精度と工作物を製造の有効性に影響を与える多くの要因があります。 工作物保持システムも重要です。多くの場合製造機械は非常に効果的で迅速に仕事を行うため、工作物保持が効果的でないことにより生産高に対する損傷と低品質の工作物が発生します。工作物の中には、非常に薄いものや、保持することが困難なものがあります。そのため、製造プロセスは、精度の低レベル化や、特に高速マシニングセンターの場合、製造スピードの低下に陥ります。加えて、切断工具は、予定以上に負荷がかかることにより想定よりも早く損傷を受けるか、擦り切れてしまいやすい。したがって、工作物保持システムは、特に工作物が非常に複雑で機械に付属する通常のチャックでは保持できない分野において、業界でより重要な役割を果たしています。また、同じレベルの精度が必要とされるルーチンの工作物が非常に膨大な数の場合にも便利です。他にも工作物保持システムが必要な場合はあります。それが、工作物保持システムが断続的に開発を続け、各メーカーが様々な要件に見合うように、様々な方法で工作物保持システムを開発してきた理由です。 ハインブッフ モジュラー クランピング システム 新しいハインブッフモジュラーシステムは、ほんの2分でベースクランプ装置を非マウントすることなく、内径クランプから外形クランプに変化します。基本的なクランプ機能はそのまま機械に搭載されており、同時に他のクランプ装置へのインターフェースとしても機能します。内径または外形クランプ、ソーカットまたは棒材加工かどうかにより、マウントされたアドオンのクランプ要素のプルバック効果が、高剛性、防振、最大金属除去率 といった最適条件での強固なクランピングを可能にします。 変形におけるクランピング – 旋削と粉砕において 少量の素材寸法直径 200 mm まで使用可能なモジュラー システムにするために、ジョーモジュールが発売されました。ベーシックユニットでマンドレルとクランプヘッドも使用できます。そのため、モジュラーシステムは、 内径クランプ、外径クランプとそしてジョークランプから成る完璧な»3 in 1 システム « です。 精度部品とライブセンター センターとも呼ばれるライブセンターは、軸を中心に工作物が正確な位置で研磨されるツールです。それらは常に 60 ° の角度で包含されますが、重切削加工の場合は 75 ° が使用されます。 ライブセンターの主な用途は、同心状の加工物が生産されていることを確かにすることです;これで、加工物が精度を損なうことなく機械加工(または検品)オペレーションの間を移動することができます。一部は旋盤となり、硬化と焼き戻しに送られ、円筒研削盤にあるセンターの間で研磨される場合があります。旋削と研削オペレーションの間の同心状の維持は質の高い作業に欠かせません。 ライブセンターは、切断力が作業を過度に偏らせたり、仕上げや工作物の精度を損なったり、危険な状況を作り上げるようなより期間の長い工作物のサポートにも使われます。 ライブセンターは、中心になる工作物が使用される場所ならどこでもアプリケーションを持ちます;これは旋盤の使用に限定されませんが、割出し台、円筒研削盤における設定、ツールとカッター研削盤またはその他の関連する装置を含む場合があります。センター間の用語は、その作業がライブセンターを使用して行われる必要があれば、どんな機械オペレーションについても言及します。 一目で見るROEHM(レーム)ライブセンターの利点(Live centres ) 実績された精密なベアリングによる最大の同心性と至適力吸収作用 長い耐用年数と必要なメンテナンスを僅かにするための特別な潤滑 スレンダーなハウジングによる最小インターフェース外形 鍛造ブランクでできたボディ MEGA Techで初めて読んで、好きになりました! タイの産業分野について私の知見を広げてくれる多くのコンテンツや記事があり、私の想像よりも開発が進んでいました。雑誌を読んだ後、私は次のトレンドに何が来るのだろうかと常にワクワクしています。購読料を支払わなくてよいという点も気に入っています。 インダストリー4.0の時代は思ったより早く到来しました。雑誌を読むことは、新しい知識や情報を取り入れ4.0の時代に遅れないようにすることです。MEGA Techは、最新のニュース記事や産業設備の体系的な使い方などを読者に紹介する雑誌です。将来的には、4.0の時代に売り手と買い手の両方がデータベースの準備をしておく必要があると考えます。 私は多くの出版社が発行する多くの雑誌を読んできました。MEGA Techの2刊だけを読んだ時、情報の紹介のされ方と、3言語同時に発行されている点が気に入りました。私のマネージャーは日本人で、彼もまたMEGA Techを読んでいます。だから、私たちはいつもMEGA Techが推奨する産業機械について話します。タイに、この手の業界向けの雑誌があるという点が気に入っています。